













مشخصات فنی
صفحه نمایش LCD دارای شش ۷Segment با سایز ۲۵ میلی متر
و دارای نور پس زمینه برای استفاده در مناطق کم نور
مجهز به تاریخ و ساعت
دارای حافظه داخلی جهت ذخیره وزن خالص (تا ۲۹۰۰ خط)
مجهز به پرینتر سوزنی
دارای ۱۶ کلید بر روی نمایشگر شامل کلیدهای: تنظیم دقت، کلید ذخیره سازی اطلاعات وزن، صفرکردنوزن، پارسنگ کردن و . . .
فرکانس کاری ۴۳۰ مگاهرتز که فرکانس رایگان بوده و نیاز به اخذ مجوز ندارد
بُرد بی سیم بین نمایشگر و باسکول تا مسافت ۲۰۰ متر
مجهز به باتری قابل شارژ ۶ ولت، ۴ آمپر ساعت برای باسکول و نمایشگر
قابلیت کار با باتری تا ۴۰ ساعت (برای باسکول) و ۴۰ ساعت برای اندیکاتور (درصورت استفاده محدود از از پرینتر)
محدوده دمای کاری باسکول از ۱۰ تا ۵۰ درجه سانتی گراد
محدوده دمای کاری نمایشگر از ۰ تا ۴۰ درجه سانتی گراد
مناسب جهت استفاده در مواردی که فاصله کاربر از اندیکاتور زیاد است و قرائت وزن مشکل می باشد.
لوازم جانبی
شارژر ۶ ولت و ۱ آمپر برای باتری باسکول
شارژر ۶ ولت و ۱ آمپر برای باتری نمایشگر
کیف نمایشگر جهت محافظت از آن و شارژر و رول اضافی


در این بخش با نحوه کارکرد دستگاه بچینگ آشنا می شویم که باتوجه به اینکه پروسه تولید هر بچ بتن تولید شده تکراری می باشد ما به توضیح یک سیکل کاریدستگاه بچینگ ( به صورت عمومی ) می پردازیم که این پروسه ها تقریبا در همه دستگاه بچینگ ها اتفاق می افتد فقط زمان و سرعت آن ها ممکن است متفاوت باشد پس این مقاله می تواند برای افرادی که قصد یادگیری نحوه کار با یک دستگاه بچینگ را دارند مفید است ، البته سیکل معرفی شده فقط مربوط به تولید بتن می باشد و همواره یک اپراتور باید با نکات تعمیر و نگهداری و سرویس کاری آشنایی داشته باشد چون یک دستگاه بچینگ پلانت در صورت عدم انجام سرویس کاری های مداوم و دوره ای و یا سهل انگاری در انجام سرویس کاری ، نمی تواند به کار خود ادامه دهد و سرعت استهلاک تجهیزات دستگاه بچینگ به سرعت افزایش پیدا می کند .
در یک دستگاه بچینگ باید کلیه متریال های مورد نیاز و ارائه شده در طرح اختلاط ابلاغی ، جداگانه توزین شده و به ترتیب به داخل میکسر دستگاه بچینگ تخلیه شوند و پس از گذشت یک زمان خاصی که باتوجه به نوع بتن متاوت می باشد مواد توزین شده که به داخل میکسر هدایت شده اند به بتن تبدیل شده اند و می توان آن را در مقطع مورد نظر استفاده نمود .
در یک دستگاه بچینگ و در یک سیکل کاری یک سری از کارها ( پروسه ها ) می توانند به صورت همزمان انجام بپذیرند مانند توزین نمودن متریال های مختلف و یک سری از آن ها پیش نیاز ورود به مرحله بعد می باشند مانند اتمام مراحل توزین لازمه تخلیه متریال ها به داخل میکسر می باشد . در یک دستگاه بچینگ قبل از شروع نمودن عملیات تولید بتن باید یک سری از اقدامات را انجام داد مانند روشن نمودن میکسر دستگاه بچینگ و یا کمپرسور باد سیستم پنوماتیکی و روشن نمودن پمپ روغن هیدرولیک ( در صورت موجود بودن در سیستم ) و در دستگاه هایی که دارای نوار انتقال مصالح از محل توزین به داخل میکسر می باشند نیز معمولا نوار انتقال به صورت دائم روشن می باشد و باید موتور آن را استارت نمود هرچند که می توان با اعمال یک سری زمانبندی در سیستم کنترلی دستور روشن شدن در زمان مناسب را به آن ارسال کنیم . قدم بعدی که باید انجام دهیم خالی نمودن کلیه باسکول های دستگاه بچینگ می باشد که یک شرط بسیار مهم می باشد علی خصوص زمانیکه قصد استارت دستگاه به صورت اتوماتیک را داشته باشیم که معمولا در صورت خالی نبودن باسکول ها ( حتی یکی از آن ها ) دستگاه وارد حالت اتوماتیک نمی شود البته در حالت کارکرد به صورت دستی می توان با تولید یک بچ بتن از متریال های موجود در داخل باسکول ها استفاده نمود و آن ها را تخلیه نماییم . ضمنا نباید فراموش کنیم که قیل از شروع عملیات تولید باید نکات ایمنی و همچنین تجهیزات مربوطه مانند ایمرجنسی ها چک شوند و مطمئن شویم که کسی به غیر از افراد متخصص در محوطه اطراف دستگاه بچینگ نباشند و به کلیه پرسنل اعلام نماییم که عملیات تولید بتن در حال شروع شدن می باشد که معمولا این کار را می توان با به صدا در آوردن آژیر دستگاه انجام داد .

قدم سوم که هم می تواند به صورت دستی و هم اتوماتیک رخ دهد شروع عملیات تولید بتن می باشد که در هردوحالت دستگاه سیکل خود را به صورت مشروحه انجام خواهد داد . در اولین قدم باید کلیه متریال ها بارگیری شوند ازجمله مصالح که معمولا در دستگاه های دارای لایناربین کلیه مصالح ( شامل بادامی ، نخودی ، ماسه و … ) به صورت تجمعی بر روی یک نوار نقاله توزین می شوند در سیستم های قدیمی تر و معمولا با سرعت تولید پایین تر گاها از سیستم دراگلاین جهت بارگیری مصالح استفاده می شود که در این حالت مصالح مورد نظر به صورت تجمعی در داخل باکت انتقال مصالح و یا داخل یک مخذن ذخیره توزین می شوند ، متریال بعدی سیمان و یا پودر پوزولان می باشد معمولا این دو را نیز می توان به صورت تجمعی در داخل یک باسکول توزین نمود و یا باسکول های جداگانه جهت توزین آن ها در نظر گرفت که معمولا دستگاه بچینگ ها فقط از یک باسکول سیمان استفاده می کنند و در صورت لزوم استفاده از یک نوع پوزولان از کارخانه سیمان طرف قرارداد سفارش مخلوط نمودن سیمان و پوزولان مورد نظر را با نسبت مورد نیاز می دهند که عملیات بارگیری و توزین با دقت بیشتری صورت بپذیرت و همچنین این دو ( سیمان و پوزولان ) به صورت همگن در همه مخلوط بتن پخش شوند ضمنا سیمان و پوزولان اغلب در داخل سیلو های ایستاده ذخیره می شوند و توسط یک اسکرو ( حلزونی ) که متشکل از یک لوله و یک شبکه مارپیچ در داخل آن می باشد ساخته شده است ، همزمان با بارگیری مصالح و سیمان با توجه به میزان آب مورد نیاز در یک باسکول اقدام به بارگیری آب می نماییم که معمولا زمانیکه آب فشار لازم و کافی را جهت بارگیری آب در زمان معین مورد نیاز ما ندارد از یک پمپ آباستفاده می شود و زمانیکه آب تحت فشار در اختیار باشد جهت مهار و کنترل نمودن آن از یک شیر توپی و یا شیرپروانه ای جهت ارسال دستور بارگیری و توقف استفاده می شود ، البته در بعضی دستگاه ها ( مدل ها و طرح های قدیمی تر ) عملیات بارگیری آب توسط کنتور و همزمان با میکس شدن کلیه متریال ها در داخل میکسر صورت می پذیرد که توصیه می گردد از این روش بدلیل پایین تر بودن دقت اندازه گیری و همچنین پایین آمدن راندمان تولید در دستگاه های با حجم بزرگتر می شود . تا این جا مواردی که معمولا در همه بتن ها استفاده می شوند را معرفی نمودیم متریال های دیگر که ممکن است در یک نوع بتن خاص مورد استفاده قرار گیرند عبارت اند از موارد افزودنی مانند روان کننده باشد که معمولا داخل یک مخزن که در مقایسه با باسکول آب کوچکتر می باشد بارگیری می شوند و با توجه به اینکه این مواد به صورت مایع می باشند از یک الکترو پمپ جهت بارگیری آن استفاده می شود ، زمانیکه بیش از یک نموع مواد افزودنی در یک بتن استفاده می شود می توان آن ها را به صورت ترتیبی و تجمعی در داخل یک مخزن ( باسکول ) توزین نمود ، در بعضی از نقاط با توجه به بالا بودن دمای هوا و یا متریال های مورد استفاده از یخ جهت خنک نمودن و پایین آوردن دمای بتن استفاده می شود که در این حالت هم مانند پوزولان که در داخل مخزن سیمان می توان آن را توزین نمود یخ را نیز می توان به صورت ترتیبی در داخل مخزن آب بارگیری و توزین نمود و یا برای آن یک باسکول جداگانه در نظر گرفت که یخ خای مورد نظر یا بصورت قالب های آماده مهیا شده و یا از دستگاه چیلر یخ ساز برای تولید یخ استفاده می شود که قابلیت تولید یخ با سرعت بالا را دارا می باشد و قطعات یخ تولید شده نیز توسط یک حلزونی و یا نوار نقاله به باسکول مورد نظر انتقال پیدا می کنند متریال دیگری که آن را هم می توان در داخل باسکول آب و یا به صورت مجزا توزین نمود ژل میکروسیلیس می باشد .تا اینجا کلیه متریال های رایج که در تولید یک بتن نیاز هستند به همراه نحوه توزین آن ها معرفی نمودیم که اگر در یک نوع بتن خاص از یک ماده دیگری بجز موارد یاد شده بالا استفاده شود باید همزمان با بارگیری نمودن موارد بالا اقدام به بارگیری و توزین ماده مورد نظر نماییم .

اکنون که عملیات بارگیری کلیه متریال ها به صورت مجزا و البته همزمان با هم انجام شد ، پس از کامل شدن بارگیری و توزین آخرین ماده مورد استفاده کلیه متریال ها به داخل میکسر ( با ترتیب مشخص ) وارد می شوند تا عملیات میکس شدن مواد شروع شود که معمولا با توجه به نوع بتن زمان مخلوط شدن متریال ها متفاوت می باشد و پس از رسیدن به درصد همگنی موارد مورد نظر ، اقدام به تخلیه آن می نماییم که معمولا زمان میکس در بتن هایی با نسبت آب کمتر مانند بتن های RCC بالاتر از حالت تولید بتن های تر می باشد که ممکن است این زمان به دو و یا سه برابر باشد .
در زمان تخلیه مواد توزین شده به داخل میکسر توصیه می گردد که آن ها را به ترتیب به داخل میکسر تخلیه نمود به این صورت که مثلا سیمان و آب قبل از سایر متریال ها وارد تشود که باعث نشتی در قسمت دریچه تخلیه بتن و یا چسبیدن به دیواره داخلی میکسر شود ، پس اول اقدام به تخلیه مصالح که شامل شن و ماسه و … می باشد می نماییم و پس از آن برای جلوگیری از واد آمدن فشار زیاد به الکتروگیربکس میکسر اقدام بخ تخلیه آ ب نمود و سپس سیمان را به مخلوط اضافه نماییم . برای تخلیه مواد افزودنی و ژل هایی مانند ژل میکرو سیلیس با توجه به غلیظ بودن آن ها و همچنین گاها پایین بودن نسبت آن ها در مقایسه با سایر متریال ها می توان آن ا را همزمان با آب و یا از طریق همان لوله حاوی آب به داخل میکسر تخلیه نمود .
پس از انجام کلیه موارد بالا بتن ما در داخل میکسر آماده استفاده می باشد و با باز نمودن دریچه تخلیه میکسر می توان اقدام به تخلیه آن نماییم و معمولا جهت انتقال بتن ساخته شده از میکسر و یا کامیون استفاده می شود در مواردی که محل استقرار دستگاه به محل مصرف بتن نزدیک می باشد می توان از نوار نقاله و یا یک شوت شیب دار جهت انتقال بتن مورد نظر استفاده نمود .
کلیه موارد بالاباعث ایجاد یک بچ بتن می شود که با توجه به میزان ظرفیت میکسر و یا دستگاه مقدار این بچ بتن تولید شده می تواند متغییر باشد و این عملیات به صورت مداوم صورت می پذیرد تا مقدار بتن مورد نیاز تولید شود البته پس از تخلیه مواد به داخل میکسر و خالی شدن باسکول ها می توان همزمان با میکس شدن و یا تخلیه مخلوط بتن مجددا اقدام به بارگیری متر یال ها نمود تا از زمان های در دسترس به بهترین نحو استفاده شود و از دستگاه بچینگ پلانت مورد نظر با تمام ظرفیت استفاده نمود ، که در حالت کارکرد اتوملتیک این زمان ها به صورت اتوماتیک رعایت شذه .

مشخصات فنـی:
ظرفیت : ۱۰۰۰ کیلوگرم
دقت توزین : ۱۵۰ الی ۲۰۰ گرم
ابعاد دستگاه : ۲۴۰۰ × (۲۰۰۰ × ۱۵۰۰ ) میلیمتر
سرعت پرکنی نامی: ۴۵ الی ۵۰ بشکه در ساعت
سیستم کنترل اتوماتیکپرکنی و نمایشگر توزین ، دارای خروجی RS232 جهت اتصال به کامپیوتر
دارای خروجی جهتفرمان به پمپ
مجهز به سیستم کنترل پرکنی و ریزش مواد در دو سرعت مختلف در هر سیکل جهت حصول به سرعت و دقت بالا در بشکه ها. (پرکنی با سرعتهای Coarse و Fine در هر سیکل کاری)
مکانیزم حرکتی بصورت R و θ جهت انتخاب بشکه برای پر کردن
سیستم حرکتی ورودنازل به درون بشکه بصورت اتوماتیک
شیرها و سایر قسمتهای در تماس با ماده پر شونده از جنس استنلس استیل
دارای رولیک دو ردیف گالوانیز
قابلیت تنظیم ارتفاع برای بشکه ها با اندازه های متفاوت
دارای چکه گیر اتوماتیک
قابلیت ارائه و اضافه نمودن رولیک قبل و بعد از پرکنی جهت بشکه ها، بصورت آپشن

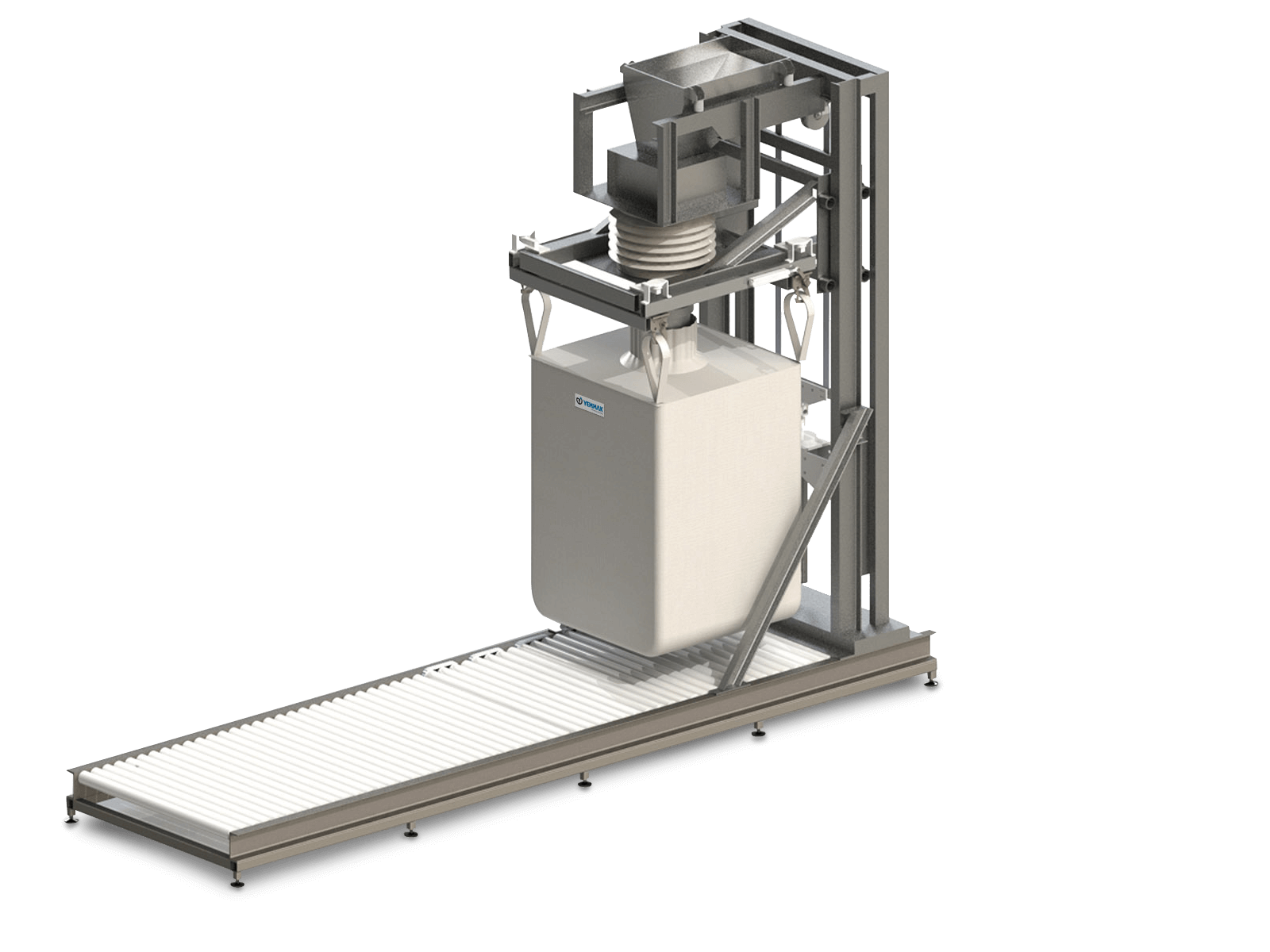
مشخصات فنـی:
ابعاد دستگاه ۳۵۰۰ × ( ۲۲۰۰ × ۲۲۰۰ ) میلیمتر
ظرفیت کیسه ها : ۵۰۰ الی ۲۰۰۰ کیلوگرم
دقت توزین : ۲± الی ۵± کیلوگرم
سرعت پرکنی نامی: ۱۵ الی ۳۰ تن در ساعت با توجه به سایز کیسه و نوع مواد
دارای هاپر توزین مواد، با عملکرد مستقل، جمعا شامل ۴ عدد سنسور توزین ( لودسل )
اندیکاتور دیجیتال توزین دارای کنترلر و نمایشگر وزن
دارای شمارنده تعداد کیسه های پر شده
مجهز به سیستم کنترل پرکنی و ریزش مواد در دو سرعت مختلف در هر سیکل جهت حصول به سرعت و دقت بالا در کیسهها. (پرکنی با سرعتهای Fast و Low در هر سیکل کاری)
دارای کیسهگیر اتوماتیک با عملکرد پنوماتیکیبرای گرفتن گلوئی کیسه
دارای بازوهای نگهدارنده دستههای کیسه
مجهز به سیستم بالا برنده کیسه با عملکرد پنوماتیکی
نازل خروجی دوجداره جهت خروج گرد و غبار با قبلیت اتصال به سیستم Bag Filter
موارد انتخابی ( Option ):
ویبراتور زیر کیسه
دمنده کیسه قبل از پرکنی
قسمتهای در تماس با ماده پرشونده از جنس استنلس استیل
جک هیدرولیک


مشخصات فنـی:
ظرفیت : ۵ الی ۳۰کیلوگرم
شاسی و بدنه اصلی از جنس آهن با پوشش رنگ کوره
دقت توزین : ۱۰±گرم
سرعت پرکنی نامی ۲۸۰ کیسه در ساعت
ارتفاع دستگاه : ۲۳۰۰ میلیمتر
اندیکاتور دیجیتال توزین دارای کنترلر و نمایشگر وزن
دارای شمارنده تعداد کیسههای پرشده
دارای قابلیت تنظیم تعداد کیسه مورد نظر برای پرکنی که بعد از رسیدن به آن تعداد، پرکنی متوقف میشود
مجهز به دریچه تخلیه سریع مواد به داخل کیسه با عملکرد پنوماتیکی
قابلیت انتخاب ریزش دستی و یا اتوماتیک ریزش مواد به داخل کیسه، بعد از گرفته شدن کیسه توسط کلمپ
دارای مخزنتوزین مواد، شامل سنسور وزن (لودسل)
مجهز به سیستم کنترل پرکنی و ریزش مواد در سرعت های مختلف در هر سیکل جهت حصول به سرعت و دقت بالا در کیسهها)
دارای سینی برای استقرار کیسه با قابلیت تنظیم ارتفاع
قابلیت ارائه و اضافه نمودن نوار نقاله و دستگاه دوخت به دستگاه جهت سهولت انتقال کیسهها و دوخت سرکیسه، بصورت سفارشی. (Optional)


ظرفیت : ۳۰۰ کیلوگرم
دقت توزین : ۵۰ الی ۱۵۰ گرم
ابعاد دستگاه : ۲۴۰۰ × ۱۰۶۰ × ۸۰۰ میلیمتر
سرعت پرکنی نامی: ۵۰ الی ۶۰ بشکه در ساعت
سیستم کنترل اتوماتیکپرکنی و نمایشگر توزین
دارای خروجی جهتفرمان به پمپ
مجهز به سیستم کنترل پرکنی و ریزش مواد در دو سرعت مختلف در هر سیکل جهت حصول به سرعت و دقت بالا در بشکه ها. (پرکنی با سرعتهای Coarse و Fine در هر سیکل کاری)
سیستم حرکتی ورودنازل به درون بشکه بصورت اتوماتیک
شیرها و سایر قسمتهای در تماس با ماده پر شونده از جنس استنلس استیل
دارای سینی کفی و رولیک استیل
قابلیت تنظیم ارتفاع برای بشکه ها با اندازه های متفاوت
دارای چکه گیر اتوماتیک
قابلیت ارائه و اضافه نمودن رولیک قبل و بعد از پرکنی جهت بشکه ها، بصورت آپشن


کاربری ساده
توزین با دقبت بالا
تفکیک تا ۶۵۰۰ قطعه در ساعت
تا ابعاد ۴۵*۲۵و با وزن ۴۰۰۰-۱۰۰گرم
مجهز به میز تغذیه جهت عملکرد بهینه و اتوماتیک
بدون محدودیت در ابعاد.اندازه و تعداد درچه های خروجی
افزایش راندمان تولید از طریق افزایش سرعت بسته بندی
بهبود چشم گییر کیفیت بسته بندی
کلیه قطعات ضد سایش و بلبرینگ ها استنلس استیل
گارانتی و پشتیبانی قطعات

سیستم بارگیری دینامیک زمانی استفاده می شود که نیاز به توزین پیوسته مواد مورد نظر باشد که معمولا از نوار نقاله برای اجرای این سیستم توزین استفاده می شود و اپراتور به صورت آنی مقدار موادی که بر روی نوار نقاله قرار دارد را می تواند کنترل نماید و به این صورت با در نظر گرفتن پارامتر زمان می توان مقدار دبی خروجی را بدست آورد و یا آن را کنترل نمود .
سیستم توزین دینامیک به دو صورت Weigh feeder و Belt Scale قابل اجرا می باشد که در ادامه با آن ها آشنا می شویم .
در سیستم توزین نواری که با نام Belt Weigher مشخص می شود تنها یک فریم تعلیق است که بر روی نوارهای حامل مواد نصب و راه اندازی می گردد و هیچ گونه کنترلی در ارتباط با سرعت و حجم مواد عبوری از روی نوار را انجام نداده و تنها مجموع مواد عبوری در ساعت و یا در یک شیفت کاری و یا … را نشان می دهد.
مثال هایی از این موارد عبارتند از:
۱٫ نصب سیستم های مذکور بر روی نوار های حامل مواد خام به داخل سنگ شکن.
۲٫ نصب بر روی نوار های اتصالی بین دو بخش فراوری مواد.
۳٫ نقاله های خروجی به سیلوهای ذخیره دپارتمان پاکت پر کنی و یا پرکن فله ای.

سیستم کنترلر هوشمند توزین نواری که اساس کار آن کنترل میزان عبور مواد مصرفی در حجم و مقدار خاص می باشد که به عنوان مثال می توان موارد ذیل را نام برد:
۱٫ در بخش ورودی مواد به آسیاب ها، کوره ها و …
۲٫ استفاده از Weigh Feeder در بخش افزودنی ها جهت ورود به آسیاب با درصد و مقدار مشخص بر اساس Feed Rate عبوری مواد بر روی نوار نقاله.
۳٫ کنترل هم زمان دو یا چند سیستم تغذیه نواری جهت اختلاط وزنی مواد مختلف در بخش پخت، آسیاب و نیز هموژن سازی طرح اختلاط مواد.

• توزین مواد گران قیمت مانند زعفران در بسته بندی های کوچک
• توزین و بسته بندی بنتونیت سیاه به منظور استفاده در دیواره چاه های نفت
• توزین مواد معدنی خورنده توسط نوار نقاله از معدن به ورودی سنگ شکن
• توزین و انتقال مواد خام جهت شارژ یکنواخت آسیاب های گلوله ای در صنعت کاشی و سرامیک
• استفاده از سیستم های کنترل کشش نخ توسط لودسل، در خطوط نخ در کارخانجات ریسندگی
• ذخیره سازی و کنترل وزن مواد لبنی مانند شیر.
یکی از عوامل خطا در توزین استفاده از تعمیر کاران بی تجربه که تخصص کافی در نصب تجهیزات توزین را ندارند. پس تنها استفاده از لودسل مرغوب برای توزین دقیق تر کافی نیست بلکه که نوع لودسل گذاری و کالیبراسیون باسکول و تامین و نگهداری اهمیت زیادی دارد.
یک نوار نقاله از یک شاسی که بر روی آن تعدادی رولیک با فاصله و زاویه معین از همدیگر قرار دارند تشکلیک شده است که بر روی این رولیک ها نوار یا تسمه قرار می گیرد و در دو سر این شاسی دو درام قرار دارد که تسمه به دور آن پیچیده خواهد شد و در سمت دیگر دو سر نوار به هم آپارات یا متصل خواهند شده که معمولا برای انجام آپارات از چسب های مخصوص و یا پرچ های خاصی استفاده می شود در یکی از سر های این سیستم بر روی درام یک و یا دو عدد الکتروگیر بکس نصب می کردد که وظیفه آن ها به حرکت در آوردن نوار نقاله می باشد و معمولا در انتهای دیگر دو عدد بولت ( پیچ ) قرار دارد ک با تنظیم و چرخاندن آن ها به مقدار لازم و دقیق می توانیم اقدام به رگلاژ نوار نماییم . از انواع مختلفی نوار نقاله مانند نوار نقاله ساده ، خادراد ، قاشقی و یا … با توجه به نوع مواد و شیبی که نوار قرار است مصالح را نتقال دهند انتخاب می شوند . خود این سیستم به صورت کامل می تواند بر روی چهار ستون قرار گیرد و یا با استفاده از میله ترانس آن را آویزان ساخت ور بعضی موارد نوار نقاله هایی با قابلیت جابجایی ساخته می شند که با نصب چرخ هایی به قسمت تحتانی آین مار را انجام می دهند .

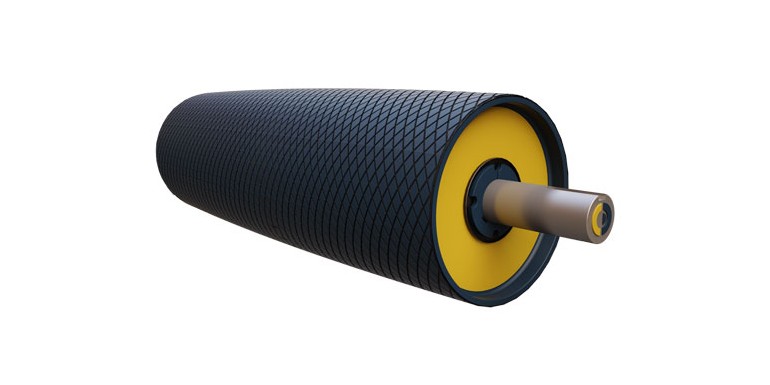
از اصلی ترین اجزای یک نوار نقاله می باشد که نوع و سایز آن با توجه به طول نوار و مقدار وزنی که قرار است بر روی آن قرار بگیرد انتخاب می شود رولیک ها با قطر و طول مختلف ساخته می شوند و قسمت انتهایی دو سر آن آن گاها به صورت پیچ ساخته می شود و بعد از قرار داده شدن در محل توسط مهره در جای خود محکم می گردد .

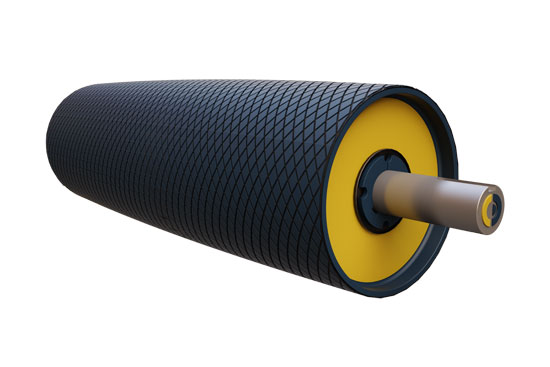
یک حجم استوانه ای شکل می باشد که سطح مقطع بالا و پایین آن بسته می باشد و یک شفت از داخل آن عبور می کند که برای نصب بر روی نوار نقاله این دو شفت را که در دوسر درام قرار دارند داخل دو عدد یاتاقان قرار می دهند ، در هر نوار نقاله دو عدد درام موجود می باشد که یکی ز آن ها در سر نوار و دیگری در انتهای نوار نصب می گردد نیروی محرکه نوار نقاله توسط یک الکتروگیربکس تامین می شود که معمولا در سر نوار نصب می گردد که ادامه شفت درام که از داخل یاتاقان عبور کرده مستقیما وارد گیر بکس شده و با چرخیدن موتور درام و در نتیجه نوار نقاله شروع به کار چرخیدن می نماید . گاها از سیستم چرخ زنجیر برای انتقال نیرو از الکترو گیر بکس به شفت درام استفاده می شود .
یکی دیگر از اجزای استفاده شده در یک نوار نقاله الکتروگیربکس می باشد که نقش نیروی محرک را در سیستم بازی می کند و با توجه به طول و عرض نوار و ماکزیمم باری که قرار است توسط نوار انتقال پیدا کند الکتروگیربکس انتخاب می شود که معمولا به دو روش کوپل مستقیم و یا استفاده از زنجیر چرخ به درام متصل می شود

در یک نوار نقاله قبل از طراحی و ساخت با در نظز گرفتن میزان سرعتی که لازم است است نوار نقاله به حرکت در آید را با انجام محاسباتی از روی اندازه درام ، قدرت و سرعت ( دور در دقیقه ) موتور و همچنین نسبت مورد نیاز برای گیر بکس این سیستمانجام می گیردکه در نتیجه پی به بهترین گزینه های مناسب برای این کار مثلاه الکتروموتوری با چه توان و سرعت ( دور بر دقیقع ) و گیربکسی با چه مشخصاتی و نسبتی مورد نیاز می باشد و قطر درام را هم بدست می آورند . اما گاهی با توجه به نوع مصالح و لزوم بر اجرای سریع انتقال مصالح با هدف با رفتن سرعت سیستم مجبور به استفاده از درابو و یا اینورتور نماییم تا پس از ساخت تسمه نقاله قادر به کنترل سرعت نوار نقاله باشیم .
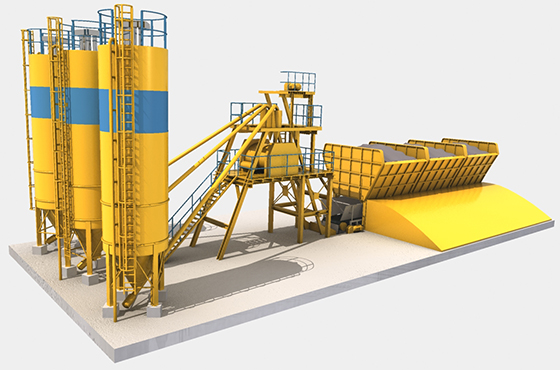
در طراحی های جدید دستگاه بچینگ از نوار نقاله در قسمت های مختلف از جمله لایناربین که همزمان می تواند باسکول مصالح نیز باشد ، در انتقال بتن خروجی از میکسر دستگاه به محل استفاده آن ، انتقال مصالح از لایناربین به مخزن ذخیره مصالح بالای میکسر و یا مستقیما به داخل میکسر استفاده می شود که نسبت به سیستم های قدیمی تر امنیت بیشتری دارد .
لایناربین از چند مخزن ( معمولا ۲ تا ۵ مخزن ) برای ذخیره مصالح مختلف مانند بادامی ، شن ، ماسه و … که در ساخت بتن مورد نیاز می باشند ساخته شده است که در قسمت زیرین این مخازن یک دریچه تخیه تعبیه شده است که توسط جک های پنوماتیکی و یا برقی باز و بسته می شوند نوار نقاله ( تسمه نقاله ) در قسمت زیرین این دریچه ها نصب می گردد و با باز شدن این دریچه ها مصالح مورد نیاز بر روی آن بارگیری می شود که با روشن نمودن موتورهای نوار نقاله ، نوار نقاله شروع به انتقال و هدایت مصالح مورد نظر به داخل میکسر دستگاه بچینگ و یا باکت و یا یک نوار انتقال می نماید . همچنین در اکثر موارد با شناور ساختن نوار نقاله با استفاده از میله ترانس و یا قرار دادن آن بر روی لودسل های توزین آن را تبدیل به ظرف یک باسکول ( ترازو ) می نمایند که همزمان علاوه بر کاربرد انتقال مصالح توانایی توزین مصالح را هم دارا باشد . در سیستم های قدیمی تر با توجه به اینکه از سیستم دراگلاین در بارگیری مصالح استفاده شده است نوار نقاله در سیستم بارگیری و توزین مصالح موجود نمی باشد .

معمولا انتقال مصالح توزین شده در لایناربین و یا سیستم دراگلاین به ۳ روش مختلف انجام می شود .
در روش اول از اختلاف سطح استفاده می کنند و به این صورت می باشد مصالح پس از توزین شده در لایناربین و استارت تسمه نقاله مصالح به صورت مستقیم وارد میکسر و یا مخزن ذخیره بالای میکسر می شود که اجرای این حالت معمولا زمانی که محل نصب دستگاه بچینگ دارای اختلاف سرح و یا شیب تند می باشد به صرفه می باشد ، در روش دوم مصالح پس از بارگیری و توزین توست باکت ( یک مخزن مصالح می باشد ) به داخل میکسر انتقال پیدا می کند و باکت بر روی یک ریل شیب دار حرکت نموده و معمولا در زیر آن یک دریچه تخلیه موجود می باشد که با رسیدن باکت به انتهای مسیر این دریچه باز شده و مصالح به داخل میکسر هدایت می شود ، در نمونه های قدیمی تر به جای استفاده از دریچه زیرین باکت ، برای تخلیه مصالح از چرخاندن باکت حول محور افقی باکت استفاده می نمایند و مصالح از طریق همان شوت ورودی تخلیه می گردد .
در روش سوم ( روش مورد بحث ما ) از یک نوار نقاله برای انتقال مصالح استفاده می شود که با آن نوار انتقال مصالح نیز گفته می شود ، در این روش مصالح از طریق سیستم لایناربین و یا دراگلاین توزین شده و سپس مصالح به داخل نوار انتقال هدایت شده و نوار انتقال که معمولا دائما روشن می باشد با ورود مصالح ، آن را به شوت ورودی میکسر هدایت نموده اما معمولا برای بالا بردن سرعت تولید دستگاه ( در دستگاه های بزرگتر ) یک مخزن ذخیره مصالح در قسمت بالای شوت ورودی میکسر تعبیه گریده و مصالح حمل شده در مرحله اول داخل این مخزن ذخیره شده و در زمان مناسب به داخل میکسر هدایت می شود .

در بعضی از دستگاه بچینگ ها با توجه به اینکه محل بتن ریزی در نزدیکی دستگاه بچینگ می باشد و یا بدلیل موبایل بودن دستگاه بچینگ ، می توان آن را به نزدیکی محل بتن ریزی رسانید می توان از یک نوار نقاله جهت هدایت بتن تولید شده استفاده نمود ، می توان این نوار نقاله را متحرک ساخت و قابلیت تغییر زاویه با توجه به محل مصرف بتن را داشته باشد ، گاها در کارگاه هایی ما نند کارگاه سگمنت که معمولا می توان محل نصب دستگاه بچینگ را در مجاورت سوله تولید سگمنت قرار داد نیز می توان از نوار نقاله جهت انتقال بتن تولید شده استفاده نمود .


























